Quick Buy






{{buyinfo.title}}
- Price:
- ¥{{buyinfo.price}}
≈ $ {{iteminfo.usd_price}}
- Domestic Shipping:
-
¥ {{iteminfo.post_fee}}
≈ $ {{iteminfo.usd_post_fee}}
- Quantity:
-
- Stock:
-
4
- Total Price:
- ¥{{buyinfo.total}}
- Note:

Detail





书名:PLC编程从入门到精通
定价:108.00元
作者:向晓汉
出版社:化学工业出版社
ISBN:9787122338525

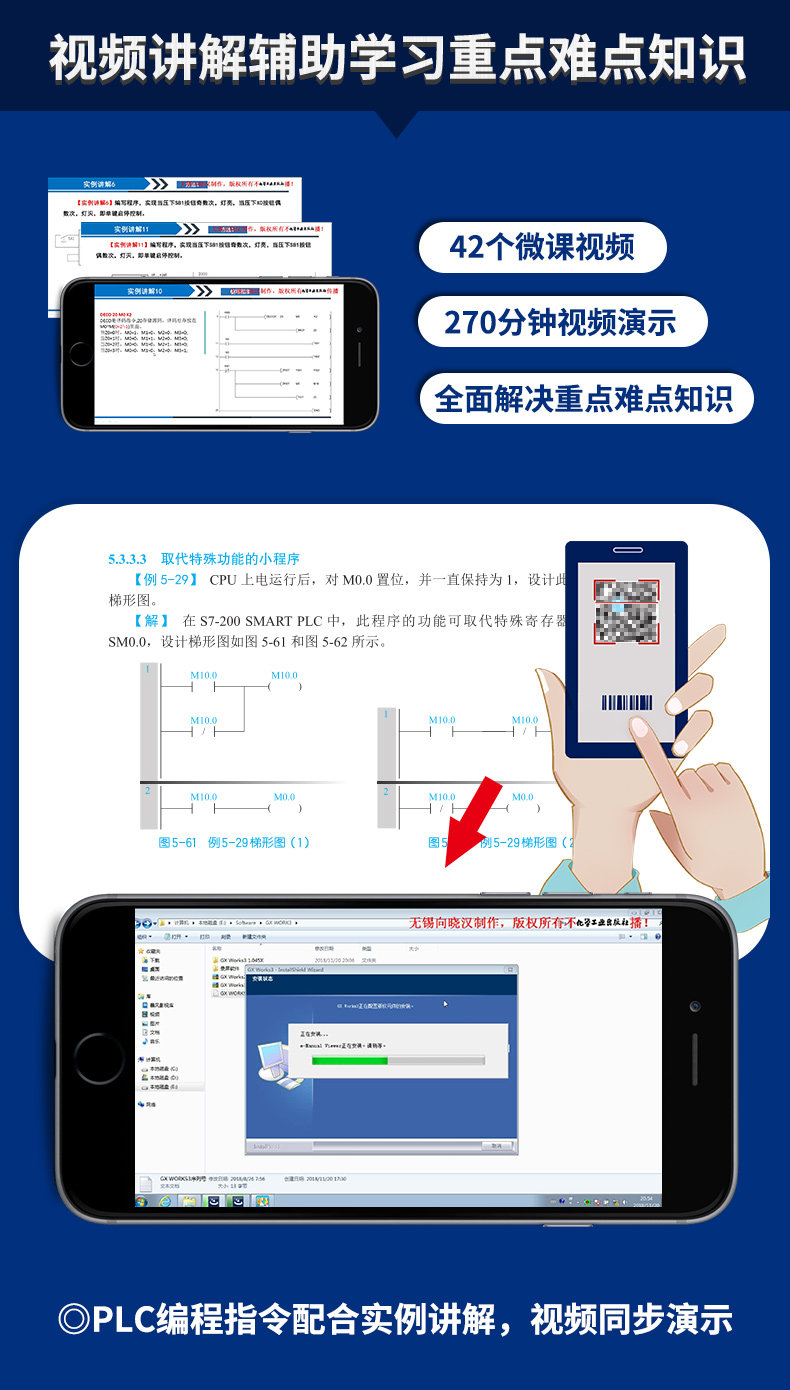
1.将市场上常用的两种机型西门子S7-200 SMART 和三菱FX系列合并成一本书,其中共性部分合并讲解,特色部分分别讲解,便于读者同时掌握两种不同机型的PLC应用技术 2.内容由浅入深、由基础到应用,既适合初学者学习使用,也可供有一定基础的读者结合书中大量实例深入学习西门子和三菱PLC工程应用。 3.用实例引导读者学习。本书大部分章节采用精选的例子讲解,重点的例子都包含软、硬件配置清单、原理图和程序,且程序已经在PLC上运行通过。 4.二维码辅助学习。对重点和复杂内容,配有微课视频讲解,读者扫码即可观看,辅助学习书本知识

本书从PLC 编程基础和实用出发,全面详细地介绍了电气控制基础、西门子PLC 及三菱PLC 编程及应用技术。全书共分4 篇
第1 篇为PLC 编程基础,主要讲解电气控制基础和PLC 基础;
第2、3 篇分别讲解西门子PLC 和三菱PLC 编程入门,包括硬件和接线、编程软件的使用和PLC 的编程语言;
第4 篇为PLC 编程高级应用,包括PLC 的编程方法与调试、PLC 的工艺功能及应用、PLC 在运动控制中的应用、PLC 的通信及其应用以及PLC、触摸屏、变频器和伺服系统编程综合应用。
本书内容全面系统、重点突出,强调知识的实用性。为便于读者更深入理解并掌握西门子PLC、三菱PLC 编程及应用,本书配有大量实用案例,实例包括详细的软、硬件配置清单、原理图和程序,便于读者模仿学习。另外每章还配有习题供读者训练之用。 为方便读者学习,书中的重点和复杂内容还专门配有微课讲解,读者用手机扫描书中二维码即可观看相关视频,辅助学习书本知识。 本书可供从事PLC 技术学习和应用的人员使用,也可作为高等院校相关专业的教材。

第1篇 PLC 编程基础
第1章 电气控制基础 2
1.1 低压开关电器 2
1.1.1 刀开关 2
1.1.2 低压断路器 3
1.1.3 剩余电流保护电器 8
1.2 接触器 10
1.2.1 接触器的功能 10
1.2.2 接触器的结构及其工作原理 10
1.2.3 常用的接触器 11
1.2.4 接触器的技术参数 12
1.2.5 接触器的选用 13
1.3 继电器 14
1.3.1 电磁继电器 15
1.3.2 时间继电器 18
1.3.3 计数继电器 22
1.3.4 电热继电器 23
1.3.5 其他继电器 26
1.4 熔断器 26
1.4.1 熔断器的种类、结构和工作原理 26
1.4.2 熔断器的技术参数 27
1.4.3 熔断器的选用 28
1.5 主令电器 29
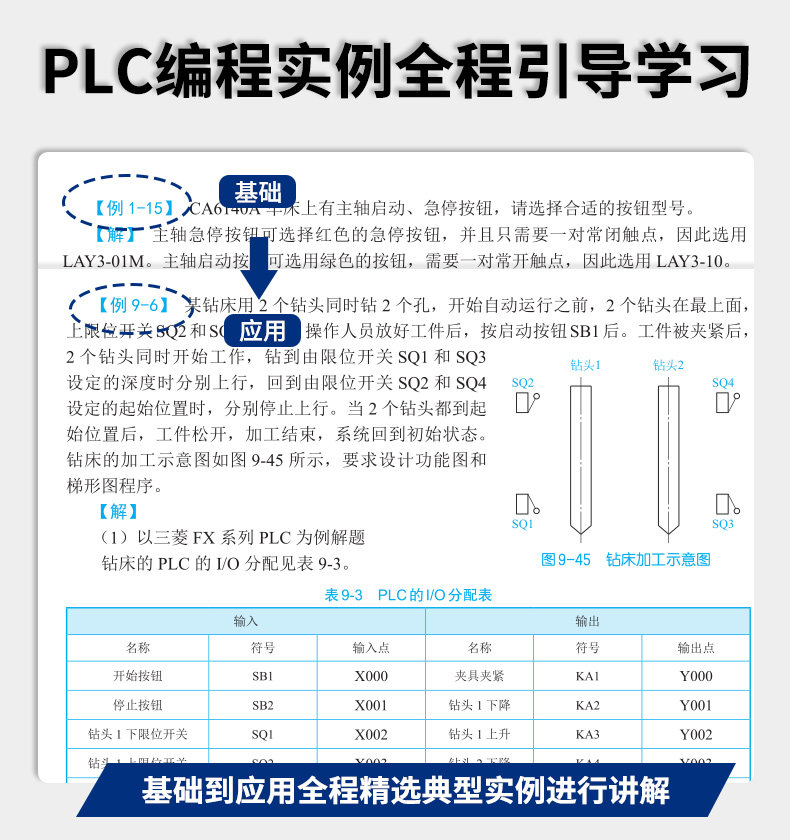
1.5.1 按钮 29
1.5.2 行程开关 32
1.5.3 接近开关 33
1.6 变压器和电源 38
1.6.1 变压器 38
1.6.2 直流稳压电源 39
1.7 其他电器 40
1.7.1 传感器和变送器 40
1.7.2 隔离器 42
1.7.3 浪涌保护器 42
1.7.4 安全栅 43
1.8 电气控制线路图 43
1.9 继电接触器控制电路基本控制规律 46
1.9.1 点动运行控制线路 46
1.9.2 连续运行控制线路 46
1.9.3 正反转运行控制线路 46
1.9.4 多地控制线路 47
1.9.5 自动循环控制线路 48
1.10 三相异步电动机的启动控制线路 49
1.10.1 直接启动 49
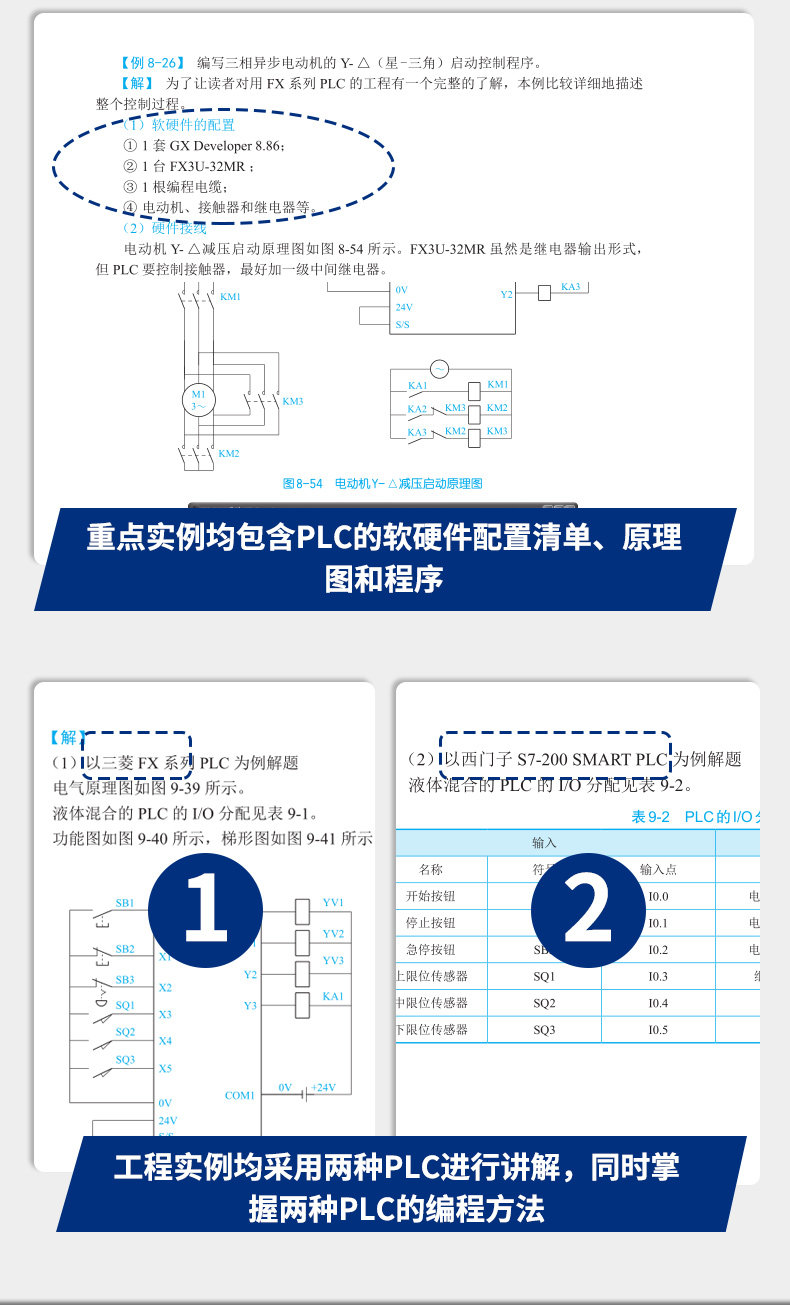
1.10.2 星形- 三角形减压启动 49
1.10.3 自耦变压器减压启动 50
1.11 三相异步电动机的调速控制 51
1.11.1 改变转差率的调速 51
1.11.2 改变极对数的调速 52
1.11.3 变频调速 52
1.12 三相异步电动机的制动控制 56
1.12.1 机械制动 57
1.12.2 反接制动 57
1.12.3 能耗制动 58
1.13 电气控制系统常用的保护环节 59
1.13.1 电流保护 59
1.13.2 电压保护 61
1.13.3 其他保护 62
第2章 可编程控制器(PLC)基础 63
2.1 概述 63
2.1.1 PLC 的发展历史 63
2.1.2 PLC 的主要特点 64
2.1.3 PLC 的应用范围 65
2.1.4 PLC 的分类与性能指标 65
2.1.5 PLC 与继电器系统的比较 66
2.1.6 PLC 与微机的比较 67
2.1.7 PLC 的发展趋势 67
2.1.8 PLC 在我国的应用情况 67
2.2 PLC 的结构和工作原理 68
2.2.1 可编程控制器的硬件组成 68
2.2.2 PLC 的工作原理 72
2.2.3 PLC 的立即输入、输出功能 73
第2篇 西门子PLC 编程入门
第3章 西门子S7-200 SMART PLC的硬件 76
3.1 西门子S7-200 SMART PLC 概述 76
3.1.1 西门子S7 系列模块简介 76
3.1.2 西门子S7-200 SMART PLC 的产品特点 77
3.2 西门子S7-200 SMART CPU模块及其接线 78
3.2.1 西门子S7-200 SMART CPU模块的介绍 78
3.2.2 西门子S7-200 SMART CPU模块的接线 81
3.3 西门子S7-200 SMART PLC扩展模块及其接线 83
3.3.1 数字量输入和输出扩展模块 84
3.3.2 模拟量输入和输出扩展模块 85
3.3.3 其他扩展模块 87
3.4 西门子S7-200 SMART PLC的安装 90
3.4.1 安装的预留空间 90
3.4.2 安装CPU 模块 91
3.4.3 扩展模块的连接 91
3.4.4 信号板的安装 92
3.4.5 接线端子的拆卸和安装 92
3.5 最大输入和输出点配置与电源需求计算 93
3.5.1 模块的地址分配 93
3.5.2 最大输入和输出点配置 93
3.5.3 电源需求计算 94
第4章 西门子S7-200 SMART PLC的编程软件 96
4.1 STEP7-Micro/WIN SMART编程软件简介与安装步骤 96
4.1.1 STEP7-Micro/WIN SMART编程软件简介 96
4.1.2 STEP7-Micro/WIN SMART编程软件的安装步骤 97
4.2 STEP7-Micro/WIN SMART软件的使用 99
4.2.1 STEP7-Micro/WIN SMART软件的打开 99
4.2.2 STEP7-Micro/WIN SMART软件的界面介绍 100
4.2.3 创建新项目 106
4.2.4 保存项目 107
4.2.5 打开项目 107
4.2.6 系统块 109
4.2.7 程序调试 118
4.2.8 交叉引用 121
4.2.9 工具 121
4.2.10 帮助菜单 122
4.2.11 使用快捷键 122
4.3 用STEP7-Micro/WIN SMART软件建立一个完整的项目 123
4.4 仿真软件的使用 130
4.4.1 仿真软件简介 130
4.4.2 仿真软件S7-200 SIM 2.0的使用 131
第5章 西门子S7-200 SMART PLC的编程语言 133
5.1 西门子S7-200 SMART PLC的编程基础 133
5.1.1 数据的存储类型 133
5.1.2 元件的功能与地址分配 136
5.1.3 STEP7 中的编程语言 141
5.2 位逻辑指令 142
5.2.1 基本位操作指令 142
5.2.2 置位/ 复位指令 144
5.2.3 置位优先双稳态触发器和复位优先双稳态指令(SR/RS) 145
5.2.4 边沿触发指令 145
5.2.5 逻辑栈操作指令 147
5.2.6 取反指令(NOT) 147
5.3 定时器与计数器指令 148
5.3.1 定时器指令 148
5.3.2 计数器指令 155
5.3.3 基本指令的应用实例 159
5.4 功能指令 169
5.4.1 比较指令 169
5.4.2 数据处理指令 171
5.4.3 移位与循环指令 174
5.4.4 算术运算指令 180
5.4.5 功能指令的应用 195
5.5 西门子S7-200 SMART PLC的程序控制指令及其应用 199
5.5.1 跳转指令 200
5.5.2 指针 200
5.5.3 循环指令 201
5.5.4 子程序调用指令 202
5.5.5 中断指令 204
5.5.6 暂停指令 207
5.5.7 结束指令 209
5.5.8 顺控继电器指令 209
5.5.9 程序控制指令的应用 211
第3篇 三菱PLC 编程入门
第6章 三菱FX 系列PLC的硬件 214
6.1 三菱PLC 简介 214
6.1.1 三菱PLC 系列 214
6.1.2 三菱FX 系列可编程控制器的特点 215
6.2 三菱FX 系列PLC 基本单元及其接线 216
6.2.1 三菱FX 系列PLC 基本单元介绍 216
6.2.2 三菱FX 系列PLC 基本单元的接线 218
6.3 三菱FX 系列PLC 的扩展单元和扩展模块及其接线 221
6.3.1 三菱FX 系列PLC 扩展单元及其接线 221
6.3.2 三菱FX 系列PLC 扩展模块及其接线 224
6.4 三菱FX 系列PLC 的模拟量模块及其接线 225
6.4.1 三菱FX 模拟量输入模块(A/D) 225
6.4.2 三菱FX 模拟量输出模块(D/A) 230
6.4.3 三菱FX 模拟量输入输出模块 234
第7章 三菱FX 系列PLC的编程软件 237
7.1 GX Developer 编程软件的安装 237
7.1.1 GX Developer 编程软件的概述 237
7.1.2 GX Developer 编程软件的安装 239
7.2 GX Developer 编程软件的使用 241
7.2.1 GX Developer 编程软件工作界面的打开 241
7.2.2 创建新工程 242
7.2.3 保存工程 243
7.2.4 打开工程 244
7.2.5 改变程序类型 244
7.2.6 程序的输入方法 244
7.2.7 连线的输入和删除 246
7.2.8 注释 247
7.2.9 程序的复制、修改与清除 250
7.2.10 软元件查找与替换 252
7.2.11 常开常闭触点互换 253
7.2.12 程序变换 255
7.2.13 程序检查 256
7.2.14 程序的下载和上传 256
7.2.15 远程操作(RUN/STOP) 259
7.2.16 在线监视 260
7.2.17 软元件测试 260
7.2.18 设置密码 261
7.2.19 仿真 263
7.2.20 PLC 诊断 264
7.3 用GX Developer 建立一个完整的工程 264
7.4 GX Works 使用入门 272
7.4.1 GX Works3 的功能 272
7.4.2 GX Works3 的特点 273
7.4.3 GX Works3 的使用简介 273
第8章 三菱FX 系列PLC的指令及其应用 280
8.1 编程基础 280
8.1.1 数制 280
8.1.2 编程语言简介 280
8.1.3 三菱FX 系列PLC 内部软组件 282
8.1.4 存储区的寻址方式 291
8.2 三菱FX 系列PLC 的基本指令 292
8.2.1 输入指令与输出指令(LD、LDI、OUT) 292
8.2.2 触点的串联指令(AND、ANI) 293
8.2.3 触点的并联指令(OR、ORI) 293
8.2.4 脉冲式触点指令(LDP、LDF、ANDP、ANDF、ORP、ORF) 294
8.2.5 脉冲输出指令(PLS、PLF) 294
8.2.6 置位与复位指令(SET、RST) 295
8.2.7 逻辑反、空操作与结束指令(INV、NOP、END) 296
8.3 基本指令应用 297
8.3.1 单键启停控制(乒乓控制) 297
8.3.2 定时器和计数器应用 298
8.3.3 取代特殊继电器的梯形图 300
8.3.4 电动机的控制 301
8.4 三菱FX 系列PLC 的功能指令 307
8.4.1 功能指令的格式 308
8.4.2 传送和比较指令 308
8.4.3 程序流指令 312
8.4.4 四则运算 316
8.4.5 移位和循环指令 319
8.4.6 数据处理指令 320
8.4.7 高速处理指令 321
8.4.8 方便指令 322
8.4.9 外部I/O 设备指令 323
8.4.10 外部串口设备指令 324
8.4.11 浮点数运算指令 325
8.4.12 触点比较指令 327
8.5 功能指令应用实例 329
8.6 步进梯形图指令 339
8.7 模拟量模块相关指令应用实例 341
8.7.1 FX2N-4AD 模块 341
8.7.2 FX2N-4DA 模块 342
8.7.3 FX3U-4AD-ADP 模块 344
8.7.4 FX3U-3A-ADP 模块 346
第4篇 PLC 编程高级应用
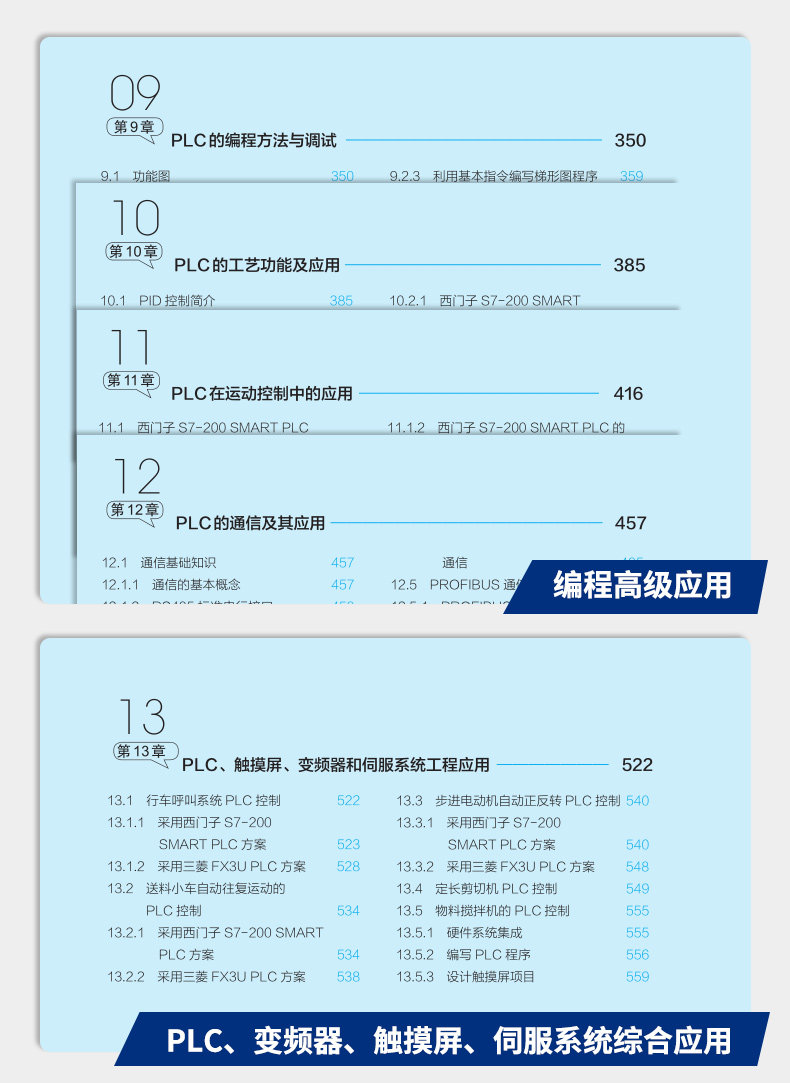
第9章 PLC的编程方法与调试 350
9.1 功能图 350
9.1.1 功能图的画法 350
9.1.2 梯形图编程的原则 355
9.2 逻辑控制的梯形图编程方法 357
9.2.1 经验设计法 357
9.2.2 功能图设计法 359
9.2.3 利用基本指令编写梯形图程序 359
9.2.4 利用功能指令编写逻辑控制程序 366
9.2.5 利用复位和置位指令编写逻辑控制程序 371
9.3 实例 376
第10章 PLC的工艺功能及应用 385
10.1 PID 控制简介 385
10.1.1 PID 控制原理简介 385
10.1.2 PID 控制器的参数整定 388
10.1.3 利用西门子S7-200SMART PLC 进行电炉的温度控制 391
10.2 高速计数器的应用 396
10.2.1 西门子S7-200 SMART PLC 高速计数器的简介 396
10.2.2 三菱FX 系列PLC 高速 计数器的简介 401
10.2.3 高速计数器的应用 403
10.2.4 高速计数器在转速测量中的应用 405
第11章 PLC在运动控制中的应用 416
11.1 西门子S7-200 SMART PLC的运动控制及其应用 416
11.1.1 西门子S7-200 SMARTPLC 的运动控制基础 416
11.1.2 西门子S7-200 SMART PLC 的高速输出点控制步进驱动系统 421
11.1.3 西门子S7-200 SMART PLC的高速输出点控制伺服系统 428
11.2 三菱FX PLC 的运动控制及其应用 452
11.2.1 三菱FX PLC 控制步进驱动系统 452
11.2.2 三菱FX PLC 控制伺服驱动系统 453
第12章 PLC的通信及其应用 457
12.1 通信基础知识 457
12.1.1 通信的基本概念 457
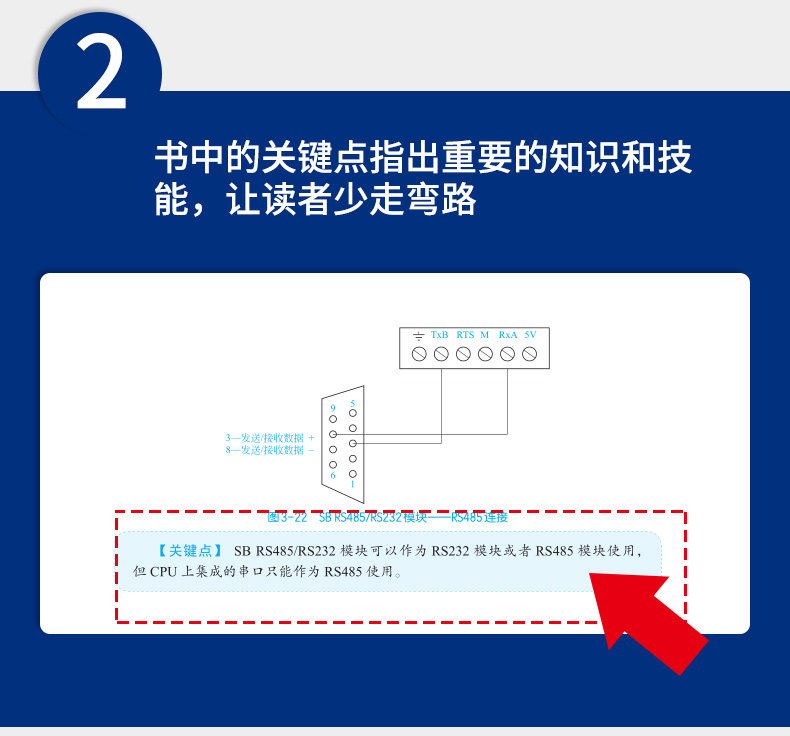
12.1.2 RS485 标准串行接口 458
12.1.3 PLC 网络的术语解释 459
12.2 西门子S7-200 SMART PLC 自由口通信 460
12.2.1 西门子S7-200 SMART PLC 自由口通信介绍 460
12.2.2 西门子S7-200 SMART PLC 之间的自由口通信 463
12.2.3 西门子S7-1200 PLC 与S7-200 SMART PLC 之间的自由口通信 468
12.3 以太网通信 471
12.3.1 工业以太网通信简介 471
12.3.2 西门子S7-200 SMART PLC 与HMI 之间的以太网通信 473
12.3.3 西门子S7-200 SMART PLC 之间的以太网通信 476
12.4 Modbus 通信 479
12.4.1 Modbus 通信概述 479
12.4.2 西门子S7-200 SMART PLC 之间的Modbus串行通信 480
12.4.3 西门子S7-200 SMART PLC 之间的Modbus_TCP通信 485
12.5 PROFIBUS 通信 490
12.5.1 PROFIBUS 通信概述 490
12.5.2 西门子S7-200 SMART PLC 与S7-300/400 PLC之间的PROFIBUS-DP通信 492
12.6 三菱FX 系列PLC 的N ∶ N网络通信 499
12.6.1 相关的标志和数据寄存器的说明 499
12.6.2 参数设置 500
12.6.3 实例讲解 500
12.7 无协议通信 501
12.7.1 无协议通信基础 501
12.7.2 西门子S7-200 SMART PLC与三菱FX 系列PLC 之间的无协议通信 503
12.8 CC-Link 通信 507
12.8.1 CC-Link 家族 507
12.8.2 CC-Link 通信的应用 508
12.9 PLC 与变频器通信 514
12.9.1 西门子S7-200 SMARTPLC 与G120 变频器之间的USS 通信 514
12.9.2 三菱FX3U PLC 与FR-E740变频器之间的PU 通信 519
第13章 PLC、触摸屏、变频器和伺服系统工程应用 522
13.1 行车呼叫系统PLC 控制 522
13.1.1 采用西门子S7-200 SMART PLC 方案 523
13.1.2 采用三菱FX3U PLC 方案 528
13.2 送料小车自动往复运动的PLC 控制 534
13.2.1 采用西门子S7-200 SMART PLC 方案 534
13.2.2 采用三菱FX3U PLC 方案 538
13.3 步进电动机自动正反转PLC 控制 540
13.3.1 采用西门子S7-200 SMART PLC 方案 540
13.3.2 采用三菱FX3U PLC 方案 548
13.4 定长剪切机PLC 控制 549
13.5 物料搅拌机的PLC 控制 555
13.5.1 硬件系统集成 555
13.5.2 编写PLC 程序 556
13.5.3 设计触摸屏项目 559
参考文献 562

